
城乡规划是一项全局性、综合性、战略性的工作,对一定时期内城乡社会和经济发展、土地利用、空间布局以及各项建设的综合部署、具体安排和实施管理,涉及政治、经济、文化和社会生活等各个领域。
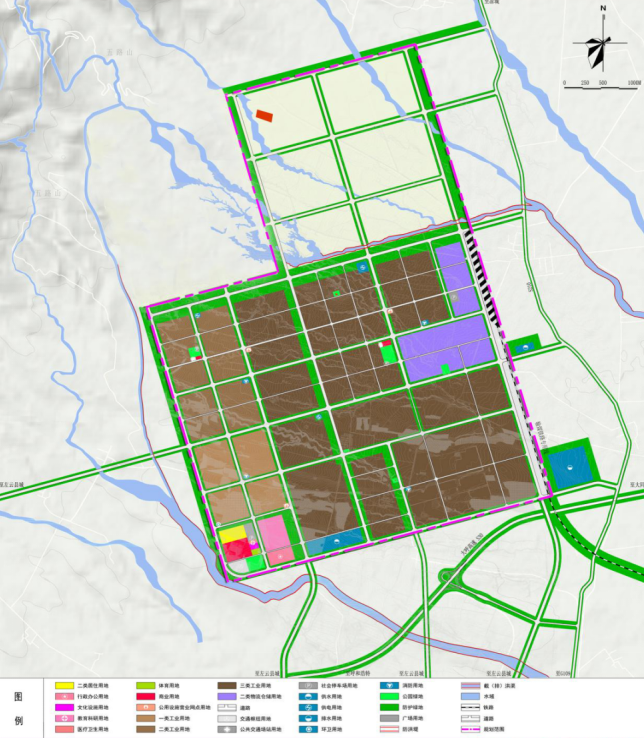
案例:左云经济技术开发区空间规划
通过科学规划来确定园区的绿地系统布局、结构与指标体系,从空间上对园区的绿色空间进行统筹安排,为建设高水平、高质量、完善的的绿地系统,改善园区生态环境,美化园区景观,创建“国家生态园林产业园区”的目标,特编制《左云经济技术开发区绿地系统专项规划(2019—2030)》;规划范围东至三屯村,西至汉圪塔村、庄旺村,北至大河口村,南到样东梁村、周家堡村,面积总计约30.13平方公里。
地址: 重庆市江北区五简路2号重庆咨询大厦B座
电话: 023-67013085
传真: 023-63609148
版权所有 © 2021-2023 重庆市工程管理有限公司 备案号:渝ICP备2021011733号-1 ![]() 渝公网安备:50010502000391号
渝公网安备:50010502000391号